
一、案例描述
一个生产石墨相关产品公司,使用一台132II-8的机器,累计使用才1200多小时,距离最近一次开机,机组已经停机约3个月。此次复开,造成机组安全阀起跳。
1.1 现场检查
内置油分芯内部滤料表面有严重的锈迹,是滤料表面严重堵塞,导致压缩机排气不畅,最终导致安全阀起跳。
1.2 故障分析
内置油分芯滤料是玻璃纤维和植物纤维组成,本身是不会被锈蚀的,从内置油分芯解体来看,主要是滤料外部被堵塞。
堵塞原因是空压机偶尔运行一下且长时间停用,油分芯表面吸附润滑油和水汽长时间与空气接触,风干后粘附在油分芯表面,导致油分芯堵塞。
1.3 故障处理
机组进行保养(更换三滤、润滑油,并且清洗油气桶),更换安全阀。机组运行正常。
二、处理建议
2.1 如压缩机只是偶尔使用,应该减短保养时间;
2.2 如客户要长时间停用,需要对压缩机做好封存,并且开机前要检查滤芯使用情况,做完检查后方可开机运行。
友情提醒:对于压缩机需要长时间放置这样的情况,建议每周运行个1-2小时。
一、案例描述
广东某客户机器按启动键无反应,机组无法启动。
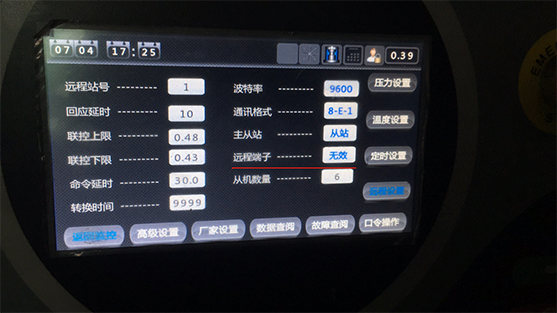
二、现场检查
机组配置的是ZMF02触摸屏系列的面板,触摸屏参数中远程端子设置成无效(如下图)
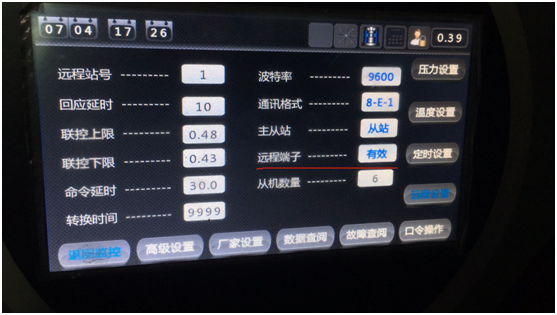
三、解决方式
把远程端子改成有效,启动键有效,压缩机正常运行(如下图)
四、故障分析
ZMF02触摸屏面板有触摸屏和集成电路板组成,二者之间的通讯靠远程端子实现。
ZMF02液晶屏面板是液晶屏和集成电路板组织,二者之间的通讯是靠硬件实现,远程端子的开启和关闭对面板启动操作无影响。
一、MAN6080面板参数设定
操作步骤:①停机;
②选择参数设置界面 ;
③选择主机变频图标,按确认键;
④选择主机变频器型号,按确认键,通过上下键,选择匹配的变频器,按返回键,退至主界面。(备注:汇川变频器是MD320,海利普变频器是HLP190)
参数表一 (海利普变频器)
|
参数名称 |
设定值 |
参数名称 |
设定值 |
|
变频器名 |
SK190 |
|
|
|
开机地址1 |
0AF9 |
发送数据 |
047C |
|
开机地址2 |
0AF9 |
发送数据 |
047C |
|
停机地址 |
0AF9 |
发送数据 |
043C |
|
复位地址 |
0AF9 |
发送数据 |
04BC |
|
写频地址 |
0C1B |
频率=计算值* |
默认值 |
|
运行地址 |
3E9D |
|
|
|
运行状态=运行字AND |
0800=0800 |
||
|
数据格式 |
8N1-N |
|
|
|
频率地址 |
3F01 |
频率显示=接收* |
0001÷0001 |
|
电压地址 |
3EE7 |
电压显示=接收* |
0010÷0001 |
|
电流地址 |
3F0B |
电流显示=接收* |
0001÷0010 |
|
功率地址 |
3EE3 |
功率=接收*1* |
0001÷0010 |
|
故障地址 |
3E9D |
|
|
|
故障状态=故障接收值AND |
0008≠0000 |
||
|
急停地址 |
0AF9 |
发送数据 |
0474 |
参数表二 (汇川变频器)
|
参数名称 |
设定值 |
参数名称 |
设定值 |
|||
|
变频器名 |
MD320 |
|
|
|||
|
开机地址1 |
2000 |
发送数据 |
0001 |
|||
|
开机地址2 |
2000 |
发送数据 |
0001 |
|||
|
停机地址 |
2000 |
发送数据 |
0006 |
|||
|
复位地址 |
2000 |
发送数据 |
0007 |
|||
|
写频地址 |
8 |
频率=计算值* |
10÷0001 |
|||
|
运行地址 |
3000 |
|
|
|||
|
运行状态=运行字AND |
FFFF=0001 |
|||||
|
数据格式 |
8N2-N |
|
|
|||
|
频率地址 |
1001 |
频率显示=接收* |
0001÷0010 |
|||
|
电压地址 |
1003 |
电压显示=接收* |
0010÷0001 |
|||
|
电流地址 |
1004 |
电流显示=接收* |
0001÷0001 |
|||
|
功率地址 |
1005 |
功率=接收*1* |
0001÷0001 |
|||
|
故障地址 |
8000 |
|
|
|||
|
故障状态=故障接收值AND |
FFFF≠0000 |
|||||
|
急停地址 |
2000 |
发送数据 |
0005 |
|||
二、YMF(ZMF)系列面板参数设定
操作步骤:①停机选择;
②选择参数设置界面 ;
③选择高级参数界面;
④选择厂家参数界面;
⑤选择系统参数;
⑥选择变频器参数,按确认键,通过上下键,选择匹配的变频器,按返回键,退至主界面。(备注:汇川变频器是MD320,海利普变频器是HLP190)
三、变频器通讯参数设置表
附表一 汇川变频器通讯参数
|
功能码 |
功能描述 |
设定值 |
|
FD-00 |
通讯波特率 |
6005 |
|
FD-01 |
数据格式 |
1 |
|
FD-02 |
本机地址 |
2 |
|
FD-05 |
通讯S数据格式 |
31 |
|
FD-06 |
通讯读取电流分辨率 |
1 |
附表二 海利普变频器通讯参数
|
功能码 |
功能描述 |
设定值 |
|
C08.30 |
通讯协议 |
2 |
|
C08.31 |
本机地址 |
2 |
|
C08.32 |
通讯波特率 |
2 |
|
C08.33 |
通讯数据格式 |
0 |
目前激光切割机所配套的空压机排气压力一般分1.6MPa和2.0MPa。客户因为生产情况,空压机启停比较频繁且没无规律。
一、易遇到的问题
二、故障分析
三、解决措施
常规0.8MPa的双螺杆压缩机一般排气温度需要控制在80℃左右。排气温度过低时,会在气体压缩过程中产生冷凝水,从而使油品发生乳化;排气温度过高时,会导致润滑使用寿命缩短,从而出现积碳和结焦现象。
目前已进入冬季,需要防范排气温度过低的这种情况,现介绍注意事项及解决方式。
故障引起原因
1、现场环境温度低,压缩机房漏风,把压缩机压缩气体产生的热量都带走;
2、温控阀芯失灵;
3、水冷机组水温偏低,一般要求水温在20℃~30℃之间;
4、冷却风机启动参数改动。
解决方式
1、保证压缩机的室内温度,排查压缩机房是否有漏风的地方;
2、查看温控阀是否正常工作;
3、外部水冷却水管路做好保温工作;
4、确认冷却风机参数是否变动,如有,请调整到出厂设计值。





 您现在的位置:
您现在的位置: